

课程背景:
在全世界范围内质量管理经过了质量检验阶段、质量管理阶段和全面质量管理阶段,其管理思想也逐渐被世人所接受而成为当今世界企业管理的主要方法;
企业在“质量是检验出来的”还是“质量是制造出来的”的争论中逐渐发现,无论如何防范于未然才是质量管理的终极目的,而从设计源头的规范才是质量预防的关键所在;北美三大汽车厂于是整合了工业品项目开发管理、零缺陷质量管理与航空航天业风险管控等诸多领域适用的技术质量控制方法,提出:
适宜于新产品项目策划满足顾客要求,促进顾客满意的产品质量先期策划(APQP)与生产批准过程(PPAP)工具;
适宜于开发与控制过程经验积累,达到持续改进的潜在失效模式及后果分析(FMEA)工具;
适宜于零缺陷质量控制,达到质量一致性能力提升的统计过程控制(SPC)与测量系统分析(MSA)工具。
其实质如下:

五大核心工具的推出,使制造型企业在技术质量策划与现场控制技术方面获得了规范化的操作标准,从而有效地提高企业产品质量控制水平,因此在全世界范围内得到了工业企业的一致认同与推崇。
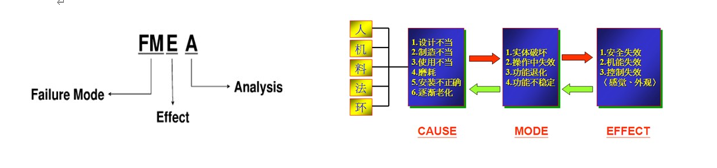
潜在失效模式及后果分析(Failure Mode and Effects Analysis,简记为FMEA),是分析系统中每一产品所有可能产生的故障模式及其对系统造成的所有可能影响,并按每一个故障模式的严重程度,检测难易程序以及发生频度予以分类的一种归纳分析方法;
FMEA因果模式如下图所示:
课程时间:1天,6小时/天
课程对象:管理者代表、顾客代表、产品技术经理、质量经理、项目经理、设计工程师、制造工程师、质量工程师
课程方式:理论讲授、数据分析、图片分享、工具介绍、工具演练、分组讨论、结果发布、讲师点评、课后作业,持续改善计划。
课程大纲
第一讲: FMEA失效分析与实质与发展历程
研讨:客户产品功能分析案例
研讨:客户产品质量失效模式
第二讲:FMEA失效风险分析方法
研讨:客户产品质量失效起因分析
研讨:客户产品工序质量失效模式

 李科
李科