

课程背景:
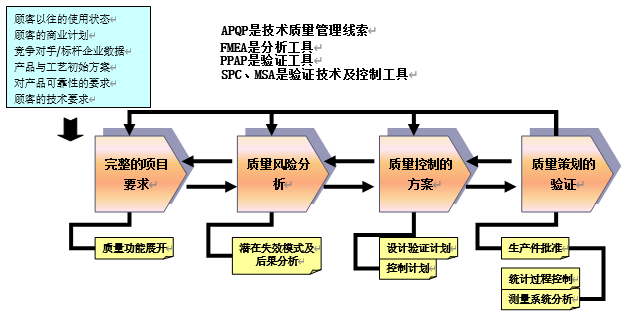
无论如何防范于未然才是质量管理的终极目的,而从设计源头的规范才是质量预防的关键所在;北美三大汽车厂于是整合了工业品项目开发管理、零缺陷质量管理与航空航天业风险管控等诸多领域适用的技术质量控制方法,提出:适宜于新产品项目策划满足顾客要求,达到顾客满意的产品先期策划方法;
其实质如下:
课程时间:2天,6小时/天
课程对象:管理者代表、顾客代表、产品技术经理、质量经理、项目经理、设计工程师、制造工程师、质量工程师
课程方式:理论讲授、数据分析、图片分享、工具介绍、工具演练、分组讨论、结果发布、讲师点评、课后作业,持续改善计划。
课程大纲
第一讲:APQP计划与确定项目
一、五大核心工具逻辑与关键
案例:某汽车零部件企业APQP实施案例
二、项目质量策划过程输入:计划和确定项目阶段
研讨:顾客要什么 = 客户产品技术指标与分解
研讨:曾经的问题 = 客户产品常见缺陷问题展开
三、项目质量策划过程输出:项目目标与方略
研讨:客户产品适用国标识别
研讨:客户产品关键技术指标与影响因子矩阵
研讨:客户产品加工一次合格率与过程能力目标
四、项目计划管理
研讨:客户产品设计开发项目关键里程碑
课堂练习:客户产品结构分解与常见失效统计
第二讲:APQP产品与过程设计开发
研讨:客户产品结构与功能分解
研讨:客户产品设计失效起因九屏分析法
研讨:客户产品设计优化思路
研讨:客户产品DVP设计验证方法
课堂练习:客户产品制造PFMEA分析
研讨:客户产品工艺优化思路
课堂练习:客户产品制造过程质量控制计划设计
第三讲:PPAP生产件批准与APQP产品过程确认
研讨:客户产品极限安全性能测评方法
研讨:客户产品一致性质量能力测评方法
研讨:客户产品偏差发散控制能力测评方法
研讨:客户产品制造CP指标计算方法
课堂练习:APQP过程质量职责分解

 李科
李科