

课程背景:
随着市场竞争的日益激烈,企业对于生产效率、成本控制和质量管理的要求越来越高。作为现场管理人员,您肩负着确保生产现场高效、有序运转的重要使命。然而,当前许多企业面临着内部生产流程混乱、资源浪费、质量不稳定等诸多挑战。因此,提升现场管理人员的专业能力和管理水平,成为企业提升竞争力的关键。
本课程旨在帮助现场管理人员系统掌握现场管理的核心理念和方法,通过案例分析和实践操作,提升您在生产现场的组织、协调、监控和改进能力。您将学习到如何有效利用资源、减少浪费、提高生产效率,同时确保产品质量和员工安全。此外,课程还将深入探讨如何建立高效的生产流程和布局,实现均衡生产和快速换模,以适应市场需求的快速变化。
通过本课程的学习,您将能够:
课程收益:
课程时间:1天,6小时/天
课程对象:企业中层管理者、现场管理者(班长、组长、线长、拉长、工段长、领班、主管、车间主任等一线管理人员及储备干部等后备力量)
课程方式:理论讲授+案例分析+小组研讨
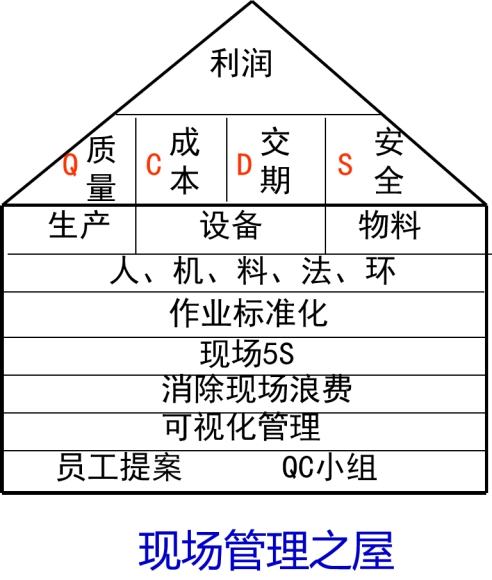
课程模型:
课程大纲
课程破冰:学习型团队组建
导入:生产现场管理的特点
1.什么是现场:生产,销售,研发.现场是这三种活动集成发生的场所
2.班组现场管理十大内容
1)管理对象:人、机、料、法、环
2)管理项目:质量、成本、交货期、员工、安全
5.现场管理的特点:
业务涉及面广、影响因素多、物料大量流动、人员频繁流动、动态管理要求高
案例:维修部人员至仓库领取2.5米长棒料一根
案例:怎样进行时间测定
工具表格:熟练度与努力度评价基准表
工具表格:手的动作举例
案例:切换作业分析表

 欧阳光远
欧阳光远