

课程背景:
“头痛医头脚痛医脚”,质量问题始终无法根除,关键时刻成为影响企业正常运转的导火索,这是目前大多数企业面临的主要问题,如何系统化解决发生的质量问题并根除掉,是保障企业良性发展的必备能力。
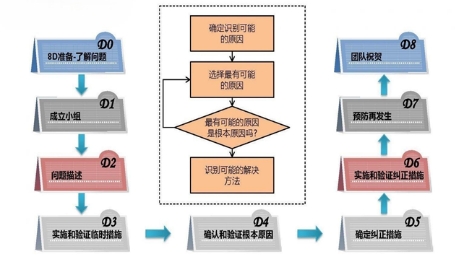
八步法(D0~D8)从以下几个维度来解决上述的痛点:
1.问题难以识别和描述:8D方法通过一套规范化的流程,引导人们更好地描述问题,并逐步深入分析问题,从而确保问题能够被准确识别和描述。
2.问题经常复发:8D方法通过建立一支跨部门的团队来协同解决问题,并采取有效的预防措施,从而降低问题复发的概率。
3.问题影响范围广:8D方法从多个角度考虑问题的影响,如技术、流程、人员等,从而全面地分析问题,避免遗漏重要的信息。
4.问题复杂且难以根除:8D方法通过深入分析问题的根本原因,并采取有效的解决方案,从而彻底根除问题。
本课程教以会学员以解决问题为主要目的,灵活使用方法和工具,以系统性的思路分析和解决现场问题,旨在为企业培养出一批既具备专业理念知识、又具备实战解决问题能力的骨干力量。在公司内部建立一支跨部门的团队来协同解决问题,通过深入分析问题的根本原因,并采取有效的解决方案,最终彻底根除问题。帮助该公司预防类似问题的再次发生,减少未来的损失。
课程收益:
1.学习提升解决问题的技巧,提高解决问题的效率和质量
2.学习和实践8D方法,提升团队协作能力,增强团队凝聚力和合作意识
3.掌握增强问题预防的意识的方法,减少问题的发生
4.掌握沟通和提升表达能力的技巧,提高沟通和表达的质量和效率
课程时间:2天,6小时/天
课程对象:企业运营部门(包含但不限于采购、生产、质量、技术、物流、工程、HR部门等)
课程方式:理论讲授(50%)+案例分析+分组游戏+小组研讨(30%)+实操练习(20%)
课程模型:
课程大纲
导入:传统问题解决与8D法简介
一、解决问题的三种途径
1.理性——基于事实(技术问题,复杂)
2.经验——非技术问题,简单
3.创造性——没有数据——头脑风暴
8D的本质:问题解决程序
二、准备8D(D0)
问题发生+案例:钻头出厂包装时漏装、混装
讨论:为什么要为8D过程作准备
工具:评估用问题/检查表/FMEA/PPM(产品/过程矩阵)/DOE/SPC/PDCA
第一讲:成立问题解决小组(D1)
一、为什么要成立8D小组
1.共享知识和经验
2.集思广益
3.确定共同目标
4.分配任务和责任
5.协作解决问题
6.促进学习和成长
7.建立信任和良好的工作关系
8.提高效率和质量
工具:人事资料/组织架构图/问题树/流程图
二、确定小组成员时应考虑的三个维度
1.小组角色
2.小组操作程序
3.小组协作
第二讲:问题描述(D2)
讨论:为什么要描述问题
一、描述问题的七步骤
第一步:收集信息
第二步:了解背景
第三步:分析问题
第四步:确定主要问题
第五步:问题分类
第六步:描述问题的具体表现
第七步:确定问题的影响
方法+工具:5W1H
二、问题描述的标准
工具:问题树/鱼骨图/因果图/问题表格/脑图/检查表/流程图
案例:某企业问题描述案例
练习:描述一个在工作中发现的问题
第三讲:实施并验证临时性纠正措施(ICA)(D3)
讨论:什么是ICA
第一步:选择ICA
1.回顾问题描述:了解问题的具体情况和影响范围
2.分析问题的根本原因:确定导致问题的根本因素
3.根据根本原因分析结果:制定临时措施计划
4.准备实施临时措施:包括明确措施的实施范围、时间表和责任人等
5.实施临时措施:并对措施的效果进行监测和评估
6.根据监测和评估结果:对临时措施进行必要的调整和改进
7.确定永久性纠正措施:并将临时措施替换为永久性纠正措施
8.对实施永久性纠正措施的效果进行监测和评估:确保问题得到彻底解决
工具:问题树/鱼骨图/检查表/流程图/风险矩阵
方法:
1)基于问题的性质:根据问题的性质,采取不同的ICA。
2)基于紧急程度:根据问题的紧急程度,采取不同的ICA。
3)基于历史经验:根据历史经验,采取类似的ICA。
4)基于专家意见:请教专家,采取他们推荐的ICA。
5)基于风险评估:根据风险评估结果,选择低风险的ICA。
技巧:紧急优先/分类处理/考虑风险/借鉴经验/专家咨询/记录详细
第二步:验证ICA
1.修复性措施
2.补偿性措施
3.改进性措施
第三步:执行ICA
1.确定ICA的负责人和实施团队
2.制定ICA的计划和时间表
3.实施ICA,并对措施的效果进行监测和评估
4.根据监测和评估结果,对ICA进行必要的调整和改进
5.向相关人员进行沟通和反馈
6.记录ICA的实施过程和结果
工具:项目管理工具/数据可视化工具/沟通工具/日志记录工具
技巧:确定优先级/制定标准操作流程/集中精力执行/及时沟通/关注细节/保持灵活性
第四步:确认ICA
1.回顾ICA的制定过程和实施步骤
2.确认ICA的效果和影响范围
3.确认ICA是否具有可追溯性
4.确认ICA是否具有可行性和可操作性
5.确认ICA是否具有经济性和可持续性
6.确认ICA是否经过了必要的验证和测试
7.确认ICA的文档记录和总结
第四讲:确定和验证问题的根本原因(D4)
讨论:为什么定义和验证根本原因
一、什么是根本原因
——导致问题的主要原因或根本因素
二、确定根本原因
工具:问题解决工作表
方法:数据分析/故障分析/类比分析/模拟分析/经验判断/实验验证/可靠性增长实验
技巧:细致入微/基于证据/不断验证/团队协作/及时沟通/系统思考/使用合适的方法
三、问题情况的类型确定步骤
第一步:评审问题描述
第二步:完成比较分析
第三步:开发根本原因推测
第四步:试验推测
工具:头脑风暴法
工具:5W分析法一
工具:因果分析图(鱼骨图)
工具:工作流程分析法
工具:柏拉图
第五讲:选择/验证最佳永久解决方案PCA(D5)
第一步:描述结果
第二步:列出作决定的准则
第三步:决定需求的相关重要性
第四步:针对作决定的标准比较选择
第五步:分析风险
第六步:作出最好的选择
第七步:验证PCA
问题描述工具:包括问题树、因果图
分析工具:包括故障分析、原因分析、统计分析
决策工具:包括风险矩阵、决策树
实施工具:包括行动计划、项目管理工具
检查工具:包括质量检查表、统计分析工具
方法:问题逃出点分析/风险评估/制定并验证PCA计划/资源分配/实施PCA/检查效果/预防再发生
技巧:创新思考/问题拆解/因果分析/聚焦关键因素/信息收集/团队沟通/风险管理/系统思考/试点实施/持续改进
第六讲:设计并实施永久解决问题的方案(PCA)(D6)
一、执行PCA的两个阶段
第一阶段:计划
第二阶段:问题预防
二、计划PCA的执行步骤
第一步:收集数据
第一步:分析数据
第一步:制定改善计划
第一步:制定控制计划
第一步:编写行动计划
第一步:审核行动计划
第一步:执行行动计划
第一步:监控与调整
工具:防错/SPC/PPAP
三、问题预防确定和评定关键步骤
1.建立关系 2.问题定义 3.问题背景分析 4.风险评估
5.预防措施 6.问题确定 7.问题识别 8.问题分析
9.问题定义 10问题评定 11.解决方案制定 12.解决方案实施 13.效果评估
——确认PCA实施效果,并确保在D3阶段采用的零时措施(ICA)已被去掉
第七讲:防止问题再次发生(D7)
讨论:为什么要预防问题的再次发生
一、预防再发生根源
1.技术问题
2.原材料问题
3.人员问题
4.流程问题
5.管理问题
6.环境问题
7.市场需求问题
8.供应商问题
二、实施预防措施,防止缺陷重复发生
1.深入分析问题根源
2.制定预防措施计划
3.实施预防措施
4.检查预防效果
5.持续改进
6.建立知识库
7.培训和宣传
预防行动:使用职权来改进系统、程序等
工具:PFMEA,控制计划,流程图
第八讲:表彰小组和个人的贡献(D8)
讨论:为什么表彰小组和个人的贡献
一、表彰小组和个人的贡献
1.公开表扬
2.成果分享
3.奖励制度
4.晋升机会
5.培训和发展机会
6.社交活动
技巧:及时性/具体性/真诚性/激励性/公开性/多样性/针对性/平衡性
二、总结团队作战的经验
1.整理和分享经验教训
2.建立知识库
3.定期进行团队复盘
4.鼓励团队成员提出建议
5.重视团队建设
6.定期进行团队评估
三、表彰的的五大要素
——及时、具体、多样、公平、重视
总结关闭
1.确认问题已经解决 2.总结经验教训 3.记录解决方案和经验教训
4.关闭问题 5.感谢和表彰
案例分析:某制造公司的包装车间机器损坏,导致进度延误,被客户投诉,要求派人处理
8D报告制作易犯的错误
1.报告内容不准确
2.报告格式不当
3.缺乏细节信息
4.缺乏数据分析
5.结论不合理
6.文字冗长啰嗦
7.图表不清晰或不准确
8.忽略问题预防措施

 欧阳光远
欧阳光远