

课程背景:
随着精益生产在越来越多企业的运用和推广,精益物流被越来越多的企业所关注和认识。精益物流作为精益生产的关键要素,其核心是追求消灭包括库存在内的一切浪费,因此物流环节中的运输、保管、搬运、流通、包装、计划、信息系统都是企业需要关注和改善的关键点,物流能否实现精益化是企业精益生产成败的关键。
课程特色:
1.理论与实践结合:课程设计通常会结合理论学习和实际案例,确保学生能够将所学知识应用于实际工作中。这通常包括模拟练习、角色扮演、现场实习等。
2. 实用工具和技术教学:课程会教授各种精益工具和技术,如5S、看板系统、价值流映射、持续改进等,并指导学生如何在实际环境中使用这些工具。
3.案例分析:通过分析真实世界的成功案例和失败案例,学生可以学习到精益生产和物流的最佳实践,并了解如何避免常见的陷阱。
4.专家指导:课程可能会邀请具有丰富经验的精益生产和物流专家进行讲座和指导,学生可以直接从实践中学习并提问。
5.互动式学习:课程鼓励学生之间的互动和合作,通过小组讨论、项目作业、团队竞赛等方式,增强学习的实用性和趣味性。
6.持续改进的理念:课程强调持续改进的重要性,鼓励学生不断寻求更好的方法来优化生产流程和物流系统。
课程收益:
1.理解生产物流概念:了解生产物流的基本概念,包括物料采购、库存管理、生产计划、产品配送等,以及它们如何在整个生产过程中相互作用。
2.优化供应链管理:学习如何设计和优化供应链,以实现成本效益、提高响应速度和服务水平。
3.提高生产效率:通过改善生产流程和物流系统,减少浪费,提高生产效率和产出。
4.降低物流成本:掌握成本控制策略,包括采购、库存、运输和仓储等环节的成本优化。
5.增强决策能力:通过对生产物流数据的分析,做出更明智的决策,以提高整体运营性能。
6.提升问题解决技能:学习如何识别和解决生产物流中的问题,包括瓶颈、库存过剩、交付延迟等。
7.掌握先进技术:了解最新的生产物流技术和软件工具,如ERP(企业资源计划)、WMS(仓库管理系统)、RFID(无线射频识别)等,以及它们如何提高效率。
课程时间:2天,6小时/天
课程方式:理论讲授+案例解析+练习+讨论+实战演练
课程对象:从事生产管理相关工作的总经理、副总经理、总监、厂长、经理、主管、工程师、工业工程(IE)及工艺工程(PE)工程师、仓库物流及生产管理人员
课程大纲
前言:
1、对物流的认知
2、生产制造物流&信息流讲解
第一讲:物流的概念
一、物流的定义
1、物流概念的变化
2、传统物流与现代物流
二、物流的构成
—物资的流通+信息流动+交易活动
三、物流信息系统的构成
—分店←总部←生产基地
四、物流系统的构成图
—市场-计划-采购|生产-物流-销售
五、物流改善的要点
1、纳入|采购物流
2、公司内物流
3、包装成本
4、空间
5、其他
六、生产物流的定义
1、定义:供应商-工厂-客户全过程物流
第二讲:生产物流的概要
1、生产物流的区分
—资材物流+生产物流+销售物流+回收物流(逆物流)
2、生产物流的功能
—保管+装卸+运输配送+包装+信息
—物流5S:Service+Speed+Stock+Scale+Space
3、生产物流管理的目的
1)降低成本
2)减少废弃物
3)扩大生产能力
4)改善作业条件
5)改善物流
4、在生产系统(System)内的信息流和物流
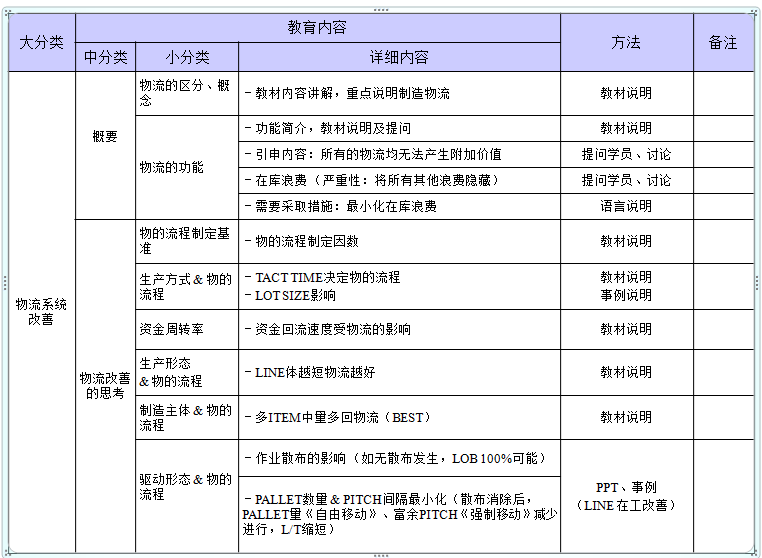
第三讲:生产物流改善的基本思考
前言:对物流的基本思考讨论?
一、物流改善的事前考察
1、客户需求
2、生产方式
3、纳品能力
二、生产方式和物的流程
要领:多机种、小LOT批量生产,多次供应
1、LOT批量
2、供应周期
3、消耗速度
4、在库库存量
三、资本周转率
要领:以最小的资本运作,使资本周转率极大化
四、生产形态布局和物的流程
要领:短布局Layout的少人化生产
五、制造的主体和物的流动
1、少 Item 大量 少回搬运 :一字型布局
2、多 Item 少量 多回搬运 :CELL 布局
3、多 Item 中量 多回搬运 :柔性布局
六、驱动形态布局和物的流程
要领:以彻底清除散布,维持稳定的消费速度
1、以 人为中心 散步减少驱动
2、移送形态布局
要领:Pallet 托盘数量及 Pitch间隔的最小化
1)自由移送形态布局
2)强制移送形态布局
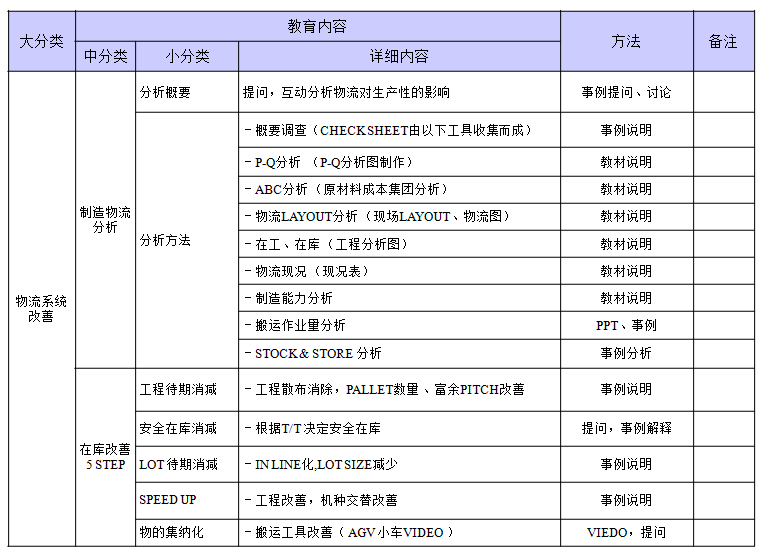
第四讲:生产物流的分析与改善
前言:对生产物流分析的思考讨论?
一、分析概要
要领:物的供给,不是以物流要员为中心,而是以制造 Line为中心
案例:LOT数量变化的影响
二、分析整个系统架构----物流要素带来的系统影响
1、单个影响:物流要员 1名的非正规作业
2、整体影响:Line内作业者 1名的非正规作业
三、制造现场物流分析方法
1、概要调查
—对象+人员构成+生产条件+改善项目+主要现况资料+
—约束条件
2、P-Q分析
3、ABC 分析(资材项目)
4、物流Layout分析图
1)物流分析
2)流水分析的种类
-平面流水线图分析
-物流频率 分析
-物流点相互关系 分析
-上下(垂直)流水线图
5、在库库存 = 停滞 + 在工 分析
表1:在工|在库追移调查表
表2:流动分析表
表3:在工在库现状分析结果表
6、物流分析现状
表1:物流现状分析表
7、搬运作业量分析
1)搬运分析
-搬运作业的构成要素
2)搬运指标
3)搬运分析方法
-表1:搬运作业量分析表
4)搬运活性指数
8、STOCK(中央仓库) & STORE(线边超市) 分析
表1:STOCK分析表
四、制造物流的改善和设计
-改善和设计四步法
1)第1步:STORE(线边超市)的在库库存削减
2)第2步:STOCK LESS化推进
3)第3步:从供应商- STORE(线边超市) 直纳化
4)第4步: STORE重新设计
第五讲:库存消减
一、库存消减 改善的 Flow
— STORE(线边超市) ⇒ STOCK(中央仓库) ⇒ 供应商顺序 总在库库存量(安全在库库存+运营在库库存)削减
二、库存消减 改善对象
1、制造能力
2、在库库存
3、搬运作业
4、库存管理设计
三、在库库存发生的原因
1、库存存在的认知
2、供给能力与消费能力不均衡
3、供给能力与消费能力各自变动
四、安全库存运营
1、安全库存的由来
2、安全库存的运营5个步骤
步骤1:工程待期的削减
步骤2:STORE安全库存的削减
步骤3:LOT批量待期的削减
步骤4:制造能力SPEED UP
步骤5:物的集纳化
3、工程期待消减改善
1)工程待期发生要因
2)工程待期的削减
4、LOT批量待期的改善
5、在工的改善
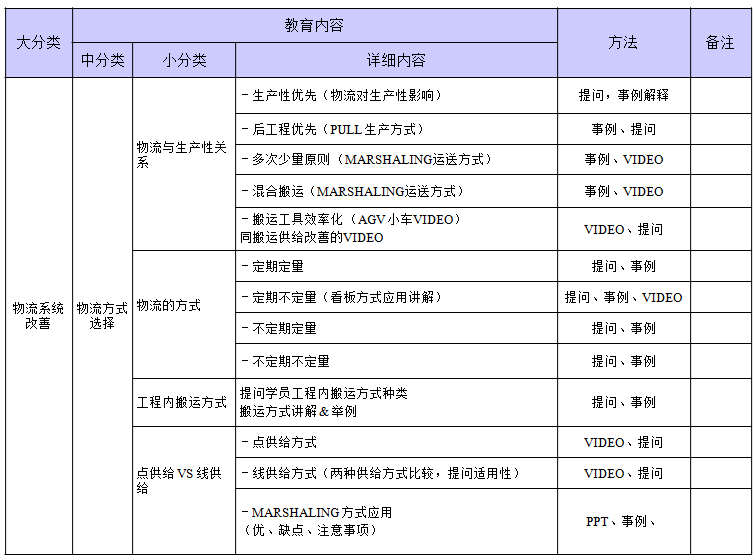
五、搬运作业改善
1、搬运和搬运作业区分
2、Layout 改善
3、负荷率向上
4、搬运 供给方法
5、搬运 供给方法改善
1)不定时定量接收方法
2)定时不定量接收方法
3)搬运供给形态规划
-自己搬运、混材搬运、换乘搬运、呼叫搬运、KIT方式
6、理想的工序物流
7、搬运作业的改善STEP
STEP1:负荷率向上
STEP2: 搬运供给的方法改善
STEP3:LAYOUT改善
六、库存管理发注方式
1、定期定量发注方式
2、定期不定量发注 方式
3、不定期定量发注方式
七、库存管理的 设计 Design
1、安全库存(Safety STOCK(中央仓库))
2、发注点(OP: Order Point)
3、最大在库库存量
4、库存量的水准和发注点管理 例
5、ABC 管理方式
6、STORE(线边超市)的 Design 设计
第六讲:部分案例
案例1:线边仓库及手边物料供应改善
案例2:物流流程XY分析方式
案例3:牛奶循环物流
案例4:水蜘蛛
 第二章 精益物流方式的选择
第二章 精益物流方式的选择
第三章 制造物流改善及在库改善
第四章 物流改善案例分享
1、物流距离短缩案例
2、制造物流(仓库-现仓-KITTING-产线)案例
第五章 制定行动学习方案
1、改善方案小组自我审查
2、随堂知识测试
3、制定改善行动计划
4、课后行动学习说明

 吴正伟
吴正伟