

课程背景:
TWI是Training Within Industry 缩写,中文是:一线主管的管理技能培训,TWI课程主要内容包括四大模块:JR(Job Relation)工作关系、JI(Job Instruction)工作教导、JM(Job Method)工作改善、JS(Job Safety)工作安全四个方面。
TWI起源于20世纪40年代美国。在二战期间,由于战时军需品生产紧急需要,各生产工厂大量雇佣了家庭妇女和外来移民等新员工,产量、质量、成本、交付、管理等出现严重问题,一线管理者技能提升尤为重要。为此,TWI在美国得以开发,并形成了管理技能提升训练体系,170多万一线主管在美国接受TWI课程训练,保证了军需品顺利供应。
TWI兴起于日本。二战后,日本为了恢复工业经济,引进了TWI。1955年由日本产业训练协会(日产训)开始在日本推广TWI,率先在丰田,日产,东芝,三菱等企业全面展开,为日本经济腾飞做出了巨大贡献,至今在日本已有超过1200万名一线管理者接受了TWI培训。
如今,TWI已经成为日韩、欧美、台湾等地区公认的一线管理者有效的技能训练课程。
中国作为世界制造大国,工厂整体管理水平与日本、美欧等外资企业还有差距,一线主管的技能普遍需要提升。TWI于2007年引进到中国大陆, TWI课程培训被广泛应用推广,课程体系完整,逻辑严谨,案例丰富,工具落地性强,能有效的帮助中国企业提升一线主管的管理技能。
本课程深入浅出阐述TWI内容体系,同时结合受训企业学员的素质实际状况,现场积极互动交流,针对课件、工厂实际场景及学员关切问题进行答疑解惑。同时给出有效的管理工具、标准化的表单、案例分享模板,确保企业一线管理者学习后能有效提升现场管理技能、执行标准化作业、推进提案改善及促进安全生产。
TWI是一套成熟、简单、实用、有效的课程,受到众多企业学员的一致好评,是一线管理者最为实用、最有价值的一门课程!
课程收益:
▲ 全面认识一线主管的四项核心技能,了解四大模块及其相互关系,提升一线管理者的四项
核心管理技能,将工具方法与理念有效应用到工作中去
▲ 掌握工作关系中的人际关系四阶段法,改善管理者跟上司、同事、部属之间的人际关系,
掌握正确的待人技能,提高团队的协作,减少一线员工流失,稳定生产,促进团队建设
▲ 掌握现场问题的分析改善的工具方法,提升现场问题分析改善的技能,学会问题分析改善
工具:5W1H、ECRS、动作经济原则等,实现提质、增效、降本、减库,提升经营效益
▲ 掌握工作安全的综合管理,科学化现场安全事故的预防、安全事故管理的方法,重视安全
教育、提升基本安全事故处理能力,减少意外灾害的发生,让生产现场更安全
课程时间:
2天,6小时/天
课程对象:
一线管理者:(生产、品质、技术、研发、人资、销售等)班组长、主管、主任、厂长、经理
课程方式:
1.互动式教学法:结合工作场景实况,积极互动交流,引导出结论,现场答疑解惑。
2.多体验式讲授:讲授环节加入感官体验。如视频图像、现场演习、结构模型、工具展示等。
3.案例分享研讨:运用企业实际案例、行业经典案例,给学员能有效落地交流和体验。
4.实用性有效性:有工具,有表单,有实例,有标准,有方法,即学即用
 课程模型:
课程模型:
课程大纲
第一讲 TWI简介:一线管理者的四项核心技能
一、认识一线管理者
1.一线管理者简介:定义、人员范围
2.一线管理者的重要性
1)对一线管理者的工作职责
2)一线管理者的综合素质要求
3)如何看待基层管理者
3.一线管理者的组织定位与角色认知
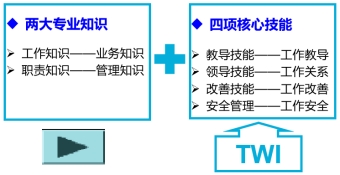
4.一线管理者必备的专业知识与核心技能
1)两大专业知识:工作知识、职责知识
2)四项核心技能:教导技能、领导技能、改善技能、安全管理
二、TWI概述
1. TWI定义:Training Within Industry简称,中文:一线管理者的技能提升训练
2.TWI发展史介绍
1)美国形成过程
2)日本发展过程
3)中国目前情况
3.职场问题与TWI的主要关系
4. TWI的四大模块导入绩效
1)JR工作关系(领导技能):使你与部署、同事关系融洽,离职率降低50%
2)JI工作教导(教导技能):使你工作变得轻松,UPPH提升30%
3)JM工作改善(改善技能):使你绩效出众,效率提升30%、成本降低30%
4)JS工作安全(安全管理):使你远离意外,健康幸福,安全0事故
第二讲:工作关系(JR)的建立与维护
一、JR工作关系概述
1.工作关系的目的、目标
2.工作关系的特点
3.工作关系中的“问题”
4.一线管理者常遇到的七种类型员工
1)没有任何工作经验的新人
2)有工作经验但工作性质不同
3)年资比自己久的人
4)技术比自己强的人
5)任劳任怨的人
6)有明显人际关系网络的人
7)年代差距大的人
案例分享:带人带心:知己知彼,提升影响力,做赋能性管理者,成就员工
二、建立良好人际关系的四要诀、下属对上司的要求
1.要诀一:要告诉下属工作情形如何
1)明确下属应如何去做
2)指导下属如何做得更好
2.要诀二:表现好时及时表扬
1)注意发现与平时不同的出色表现
2)应能趁热打铁,激励下属继续努力
3.要诀三:对下属有影响的变动,要事先告知
1)应该尽量说明变动的原因
2)设法使下属接受变动
4.要诀四:充分发挥下属的能力
1)积极挖掘下属的潜在能力
2)绝不妨碍下属的发展前途
5.下属对管理者的两项基本要求
1)要下属做任何事情之前,讲清楚、说明白
2)下属做的好不好,要回馈、告知
案例分享:赞美测试:美丽无处不在,只是缺少发现
三、工作关系问题的解决方法与PDCA
1.确定目的
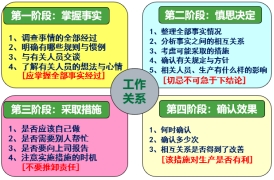
2.四阶段法
1)第一阶段:掌握事实
2)第二阶段:慎思决定
3)第三阶段:采取措施
4)第四阶段:确认结果
3.检讨目的是否达成
4.PDCA戴明循环工具介绍
四、人际关系问题类型分析
1.四种类型问题
1)预想到的
2)感觉到的
3)找上门的
4)跳进去的
2.四种类型问题处理的时机把握
3.人际关系常见的问题
五、掌握下属想法与心情的基本要诀
1.下属管理的认知
2.如何了解部下
3.六项基本要诀
1)不要与他争论
2)使他表明心事
3)不要打断说话
4)不要过早结论
5)不要独占说话
6)做个好的听众
案例分享:员工因违规生产、直接上司处理不当,造成人际关系问题的实例分析处理
六、沟通视窗的四个象限
1.有效沟通简述
2.倾听的重要性
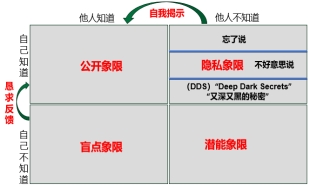
3.沟通视窗的四个象限
1)公开象限
2)隐私象限
3)盲点象限
4)潜能象限
4.象限间的互相转化
七、运用二级反馈与负面反馈塑造员工的行为
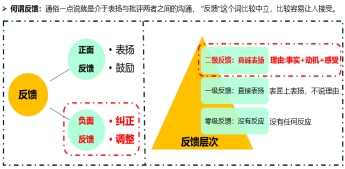
1.“反馈”简述
2.反馈类型
1)正面反馈
2)负面反馈
3.反馈层级
1)零级反馈:没有任何反应
2)一级反馈:只说好不说明理由,仅停留在表面上(含提拔与发奖金)
3)二级反馈:赞美好,并说明理由,有事实、动机、感受
4. “二级反馈”的三个关键点
1)平常多去发现伙伴们身上的亮点,而不是不足
2)肯定伙伴的过程和动机,而不是结果
3)表扬之后,不要去提更高的要求
案例分享:教育家陶行知先生用三颗糖教育打架的学生
5. BIC负面反馈介绍
1)BIC定义:行为Behavior影响Impact结果Consequence英文缩写,是指我们的某一个
行为产生了什么影响,从而导致什么样的后果。
2)应用BIC进行负面反馈的好处
3)BIC负面反馈的7个步骤
①事实准备:为此次有效的“批评”做好前期收集事实的准备
②设定情境:开门见山,不绕圈子
③给予反馈:运用BIC模型反馈,一口气说完,让对方安全
④倾听鼓励:请对方说明问题发生原因,反应情感并鼓励
⑤商讨改变:由对方先提改善对策,万一不会,领导再补充
⑥行动总结:确认并总结对策内容与完成计划
⑦跟进计划:跟进并落实计划
现场演练:您的下属违反SOP标准作业规范,产生产品质量问题,您如何做负面反馈?
第三讲:工作教导(JI)与部属培训
一、工作教导的重要性
1. 生产现场存在的问题
2. 人才育成的重要
3.丰田人才333工程:一人会三岗、一岗三人会、一线三个全技员
4.管理者在下属培育中的职责与使命
二、工作教导的时机与方法
1.哪些情况需要安排工作教导
1)晋升、调职、离职等人事变动
2)出现新工艺、新技术、新设备
3)存在操作或设备安全隐患
4)新员工正式上岗前
5)工作授权之前
6)需要多技能员工
7)生产计划有变动
8)新产品投产前
9)出现批量质量事故或重复性质量问题
10)员工或团队绩效不佳时
2.不完善的指导方法
1)只是说给员工听
2)只是做给员工看
3)说加做,但是没给员工练习

3.工作教导失败八大原因
4.工作教导的正确方法
1)制定训练计划:《训练计划表》
2)制定训练教材:《作业分解表》
3)训前安排:训练道场或生产现场
4)制定训练方法:四阶段法
案例讨论:王师傅的抱怨:手下无强将,人员流失率高,能人留不住,留下无强人
三、制作《训练计划表》

1. 为什么要制作《训练计划表》?
2.《训练计划表》标准模板
3. 班组员工技能实况洞察




 4. 员工技能标识图:
4. 员工技能标识图:
5. 掌握《训练计划表》七大步骤
实例讲解:马班长班组的《训练计划表》制作
四、制作《作业分解表》
1. 《作业分解表》介绍
2. 《作业分解表》模板
3. 《作业分解表》与《作业指导书》区别
4、掌握《作业分解表》编写的三个关键
1)主要步骤分解
2)步骤中的要点
3)要点的理由
3、《作业分解表》编写六步骤
现场演习:针对学员工作中的作业,现场带领学员进行《作业分解表》编写,梳理出步骤、要点与理由
五、工作教导的四阶段法
1. 学习准备
1)使学习者轻松愉快
2)告诉他将做何种工作
3)了解他对这项工作的认识程度
4)激发他对这项工作的兴趣
5)使他进入正确的学习位置
2. 传授工作(教三:清楚完整地说明步骤、要点及理由,注意不要超过他的理解能力)
1)第一遍:将主要步骤,一步一步说给他听,做给他看
2)第二遍:一边演示,一边说步骤,明确强调要点
3)第三遍:一边演示,一边说步骤、要点及说明要点的理由
3. 尝试练习(练四:对练习中出现的错误要及时纠正)
1)第一遍:学员尝试完整操作,但不用解说
2)第二遍:学员一边做,一边说出主要步骤
3)第三遍:学员一边做,一边说出主要步骤和要点
4)第四遍:学员一边做,一边说出主要步骤、要点及理由
4. 效果追踪
1)安排开始进行具体工作
2)指定可以帮助的人
3)经常不断地检查
4)鼓励提出问题
5)逐渐减少指导次数
5.工作教导注意事项
1)成人学习的特点
2)多感官刺激:视觉、听觉、感觉、嗅觉、味觉
3)讲与演示的时间记忆保存率
现场教学与练习:运用“四阶段法”教会下属学会打灯火结折
第四讲:工作改善(JM)的方法
一、认识现场改善
1. 生产现场常见的问题
2. 何谓改善
3. 改善的正确思维
1)改善是为了谁?
2)“三头”观念:头头、从头、头脑
3)20种不良情绪
4)10种良好行为
4.改善落地推进思路
1)哪些工作需要改善梳理11大项
2)改善类别细分11大项
5.改善的基本意识
6. IE改善常用的工具
1)ECRS原则
2)动作经济原则
3)5W2H
4)5WHY分析法等
5)PDCA管理循环工作方法等
案例分享:1.《全员提案改善管理制度》系统文件、2.《提案改善报告》报告模板
二、工作改善的四阶段法
案例分析:生产无线电屏蔽板的改善前后差异分析
第1阶段:分解作业
1)把现在方法的全部细节毫无遗漏地详细记录下来
2)工作改善的作业细节应尽可能避免直接描述目的,而是要描述达到目的的过程,
第2阶段:自问细节
1)进行5W1H自问
2)同时对下列9个项目进行自问
材料、机器、设备、工具、设计、配置、动作、安全、整理整顿
第3阶段:构思新法
1)去除不必要的细节
2)尽可能合并细节
3)按照好的顺序重组细节
4)简化必要的细节
第4阶段:实施新法
1)使上司接受新方法
2)使部属接受新方法
3)取得有关安全、品质、产量、成本的相关人员的最后的许可
4)把新方法付诸于工作,用到下次改善成功为止
5)承认别人的功绩
三、制作【作业分解表】
现场练习:包装搬运的改善
1. 抄写【生产无线电屏蔽板作业分解表】
2. 根据包装搬运路线描述每一个步骤
3、运用5W2H自问法进行识别
4、进行ECRS:去除、合并、重组、简化
四、制作【作业改善计划表】
1. 制作【作业改善计划表】目的
2. 掌握【作业改善计划表】七大步骤
现场练习:根据实际自身班组情况写一份【作业改善计划表】
第五讲:工作安全(JS)的方法
一、工作现场安全管理概述
1.现场安全管理范围:4MIE
2.现场工作管理的过程
1)开工前安全检查事项
2)生产中安全注意事项
3)收工后安全检查事项
3.现场管理目标: QCDPSM重要,安全更重要,安全第一
二、现场安全类别
1.物料安全管理
2.设备安全管理
3.厂房安全管理
4.人员安全管理
5.职业健康安全管理
6.危化品安全管理
7.水电气安全
8.消防安全
9.工作作业安全
三、安全管理的意义
1.保护生产资源
2.承担法律义务
3.提高经济效益
4.树立企业形象
5.为了企业持续经营
6.为家庭的幸福
7.为了自己更好的工作和生活
四、安全的重要性
1. 法律法规的要求
2. 公司生存发展的需要
3. 员工自我保护的需要
五、安全基本常识
1.公司级安全教育培训主要内容
1)安全生产基本知识;
2)本单位安全生产规章制度;
3)劳动纪律;
4)作业场所和工作岗位存在的危险因素、防范措施及事故应急措施;
5)有关事故案例等
2.车间(部门)级安全生产培训培训主要内容
1)本车间(部门)安全生产状况和规章制度;
2)作业场所和工作岗位存在的危险因素、防范措施及事故应急措施;
3)事故案例等
3.班组级安全生产教育培训主要内容
1)岗位安全操作规程;
2)生产设备、安全装置、劳动保护用品(用具)的性能及正确使用方法;
3)事故案例等
4.特殊工种作业安全教育
六、安全管理的基本概念
1.事故的概念
2.引起事故的原因
3.安全管理的主要内容
4.安全管理的主要方法
七、从业人员的权利
1.知情权
2.保障权
3.拒绝权
4.批评检举和控告权
5.紧急避险权
6.自律遵章
7.使用劳动防护用品
8.服从管理
9.危险报告的义务
八、工作安全的四阶段法
1. 查明原因
1)观察·调查·询问
2)从物到人全方位
3)参照规则与惯例
4)安全意识不松懈
5)事故风险要预见
6)要追根寻源
2. 慎思决定
1)分析原因理关系
2)要询问知情人士
3)要考虑多种对策
4)要确认方针规则
5)要制定第二预案
6)要自我反省
3. 实施对策
1)是否能自己完成
2)是否要报告上司
3)是否需求助他人
4)要立刻实行
4. 检查结果
1)是否已再三确认
2)是否已确实执行
3)是否原因已消除
4)是否隐患会再生
案例分析:小宋的故事
九、现场安全点检的方法
1. 整理整顿
2. 维护点检
3. 标准作业
十、危险性评估的进行方法
1. 特定危险性与有害性
2. 预测危险性
3. 设定降低危险性的优先顺序
4. 研讨降低危险性的对策内容
5. 实施降低危险性的对策
培训结束:互动交流

 崔军
崔军