

课程背景:
工厂管理的目标是QCDPSM,质量排在最首位,质量是企业价值和尊严的起点,也是公司赖以生存的命脉。如果说成本是钱的话,质量就是命,没有质量企业将不复存在,没有质量一切都将归零,就如同人的健康,没有了身体,再多财富等众多的拥有也将灰飞烟灭。
生产现场有太多的不可控因素,也难免遇到各种异常现象,诸如:供应商来料异常、前工序进料异常、设备异常、作业异常、产品设计异常等等,面对客户交付压力,生产管理员急于救火,出现产品质量异常,没有回归基本面从流程管理、过程控制、产品规格上进行检讨改善,做出符合产品规格标准及满足客户需求的改善对策,盲目草率地进行异常处理,甚至将不良品交付出货,缺乏质量意识,茫然不知其行为给公司造成重大经济损失。我们从事生产管理要如履薄冰,就像敬畏生命一样敬畏质量。
生产现场产品质量并非不可控制,本课程将回归质量管理的基本面,积极倡导TQM全面质量管理,树立全员质量意识,严谨地对待生产现场的各种异常,坚决做到不接受不良品、不制造不良品、不流出不良品“三不政策”。从流程管理上对进料、过程及出货品质进行管控,对已经出现了产品不良要采取隔离及闭环改善,构建质量管控之铜墙铁壁。
本课程致力于提升质量意识,提升生产品质管控能力,明确品质管理中的各部门角色定位,规范岗位职责,提升质量管理能力、沟通协调能力、生产异常处理能力,提升生产经营绩效,真正打好质量会说话这张好名片,实现质量免费价值观。
课程目标:
● 明确质量重要意义,树立全员质量意识
● 清晰质量管控要求,提升过程管控能力
● 直击现状实质问题,给出系统解决方法
● 回归基本严谨务实,敬畏质量严守职责
● 解析生产品质异常,活学基本管理工具
● 掌控生产过程控制,提升产品一次质量
● 分析质量成本损失,规范重要管控作业
● 合理调配生产资源,提高管理经济效益
● 打造质量管理机制,提高企业品牌效应
授课风格:
适合性:贴近企业实际,让管理者先改变思维,后改变行为,终改变结果
实用性:有标准,有方法,有工具,有表单,随拿随用
创新性:对基层管理现状进行深入探讨,开创新思维,实现管理工具创新应用
实效性:课程介绍的管理工具、方法论均来自标杆企业的成熟经验提炼,应用高实效性
课程时间:2天,6小时/天
课程对象:现场管理者:经理、主任、班组长、储备干部、工程技术人员及工厂全体员工
授课方式:课程讲授70%,案例分析及小组研讨30%
课程大纲
第一讲:质量意识
一、认识质量
1. 质量定义
1)ISO 9000质量的全面定义
2)世界级质量专家看质量
3)富士康总裁郭台铭的质量定义
A.质量——就是客服愿意用两倍的价格来跟你买,而且还很高兴。
B.质量是价值与尊严的起点,也是公司赖以生存的命脉。
2.质量定义的解读
1)合格品不一定高质量产品
2)质量就是符合要求,并非越高越好
3)质量的好坏是要让顾客来评判的
案例分享:消费电子产品外观检查标准,如何有效地执行检查应用实例分享
二、质量的特性
1.经济性:物美价谦
2.广义性:质量不仅仅指产品质量,也指过程和体系
3.时效性:顾客对于产品的要求会随着时间的变化而变化
4.相对性:不同的顾客可能会对同一产品的功能提出不同的需求
案例分享:老北京布鞋与金利来鳄鱼皮鞋质量比较,分析何为质量
三、质量的重要性
1.从郭台铭的质量定义看质量的重要性
1)没有质量就没有价值!
2)没有品质就没有尊严!
3)没有质量就没有企业生存的基础!
现场互动:质量管理要求的最高境界是什么?
案例分享:海尔集团张瑞敏首席砸冰箱事件影响实例分析质量的重要性
2.从质量的影响上看质量的重要性
1)良好的质量可以降低浪费,降低成本
2)客户对良好质量的需求,销售量增加
3)质量可以节省高阶主管时间
4)质量可以变成由上而下的企业文化
5)质量 = 价值
案例分享:华为制造及其供应商制造之“三化一稳定”战略案例分析
四、质量理念
1.思想决定行动:绝大多数是管理者和员工的思想意识决定了生产作业状况
实例分析:想法决定做法,做法决定成败;有信心未必能赢,没信心一定会输实例分享
4)阶段四:购买者、使用者、第三方外,同时将公司内各阶段(后制程)试问顾客
3.质量的10大错误观念
4.质量的10大正确观念
5.质量理念总结
1)质量理念是以提高产品质量为核心
2)不断提升服务品牌知名度和客户满意度,加强质量文化建设的根本观念和执着追求;
3)质量是生产出来的,不是检验出来的。
4)质量首先是设计出来的,其次才是制造出来的,质量控制应该从制造阶段提升到设计阶段
5)对于产品质量来说,不是100分就是0分。
案例分享:某企业生产车载摄像头,质量标准“0收1拒”,且产品追溯上线SFC系统实例
六、怎样提高质量意识
2.良好的心态:
3. 质量考核,建立质量激励机制
案例分享:质量意识建立,割草的男孩小故事分析,及引发的深刻启发
第二讲:质量成本
一、质量的经济性
1. 产品质量的思考
1)产品质量水平越高越好吗?
2)不合格品率越低越好吗?
3)检验产品的数量越多越好吗?
4)工序能力指数越大越好吗?
5)质量和成本是对立的吗?
6)对质量成本进行核算有意义吗?
现场互动:如何理解质量免费价值观?如何立即质量就是成本?
2. 质量和效益
1)效益=企业效益+社会效益
2)良好的产品质量与其成本平行不悖(美国菲根堡姆)
3)质量意味着给社会带来损失越少(日本田口玄一)
4)价值工程是以最小的总成本实现适用的功能(v=f/c)
5)质量成本是质量体系的经济基础(菲根堡姆)
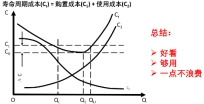
3. 适宜的质量水平
1)用户期望的质量水平:寿命周期成本 = 购置成本 + 使用成本
2)制造厂期望的质量水平:在满足用户适用性前提下,获得最大利润
3)供需兼顾的质量水平
4.质量管理的经济性
1)设计质量的经济性
2)制造质量的经济性
案例分享:电子工厂,浮动铆螺母技术的有效应用,实现提质降本增效实例分析
二、质量成本概述
1.质量成本的定义:是企业为了保证和提高产品质量而支出的费用,以及因未达到质量水平而产生的损失之和
2. “矿中黄金”和“水上冰山”
3.质量成本分类
1)显性质量损失
2)隐性质量损失
4.质量成本构成要素
1)预防成本

2)鉴别成本
3)内部损失成本
4)外部损失成本
5)外部质量保证成本
案例分析:各小组结合工作实际,分别举例说明上述五类质量成本要素
5. 质量成本管理的目的
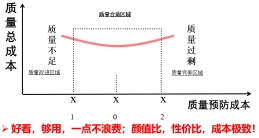
1)评价质量管理体系运行的有效性
2)不断削减质量内部和外部故障损失
3)防止质量过剩所带来的浪费
4)争取第一次把事情做好,质量是免费的
6.质量预防成本与质量总成本的关系
7.质量管理和成本管理的特性
案例分享:精益成本管理之成本归零心法四重境界实例分析
三、推行质量成本管理
1.全面质量成本管理的思路
2.全面质量成本管理三大阶段
1)宣传准备阶段
2)计划实施阶段
3)巩固提高阶段
3.全面质量成本管理六大步骤
4.明晰各部门组织职责
案例分享:你了解产品制造成本及费用的构成吗?可怕的质量成本占制造成本费用的比率
第三讲:质量管理
一、质量管理概述
1.质量管理的定义:就是为了有效的提供合乎顾客要求质量的产品或服务而应用的一种手段的体系。
2.质量管理的演进
1)质量控制
2)质量保证
3)全面质量保证
4)全员质量保证
5)全面质量管理TQM
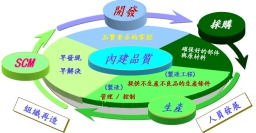
3.质量管理策略的核心内容
1)开发:质量要求的掌控
2)采购:确保好的部件与原材料
3)生产:管理,控制
5)制造工程:提供不生产不良品的生产条件
4.质量管理策略的贯彻落实
1)新产品开发前端质量掌控DQE
2) 供应商来料质量管控SQE&IQC
3)工厂生产质量管理检验PQE&IPQC&FQC
4)产品出货质量管控OQC&CS&FAE
案例分享:供应商来料或上工序来料异常,品质部门处理机制流程实例分析
二、质量分析
1.QC七大手法
1)直方图
2)检查表
3)层别法
4)柏拉图
5)鱼骨图
6)散布图
7)控制图
2.5WHY工具分析法
案例分享1:柏拉图QC工具有效应用,分析生产线产品生产质量异常问题影响度
案例分享2:5WHY质量改善工具应用,产线品质异常如何有效彻底得当改善实例分享
三、质量系统构建
1.品管工作的指导原则
1)坚持一个原则
2)扮好二个角色
3)严把三个关口
4)力求四种心境
4)体系有监督
5)不良有纠正
5)符合相关国际品管体系标准要求
4.质量系统构建有效应用的好处
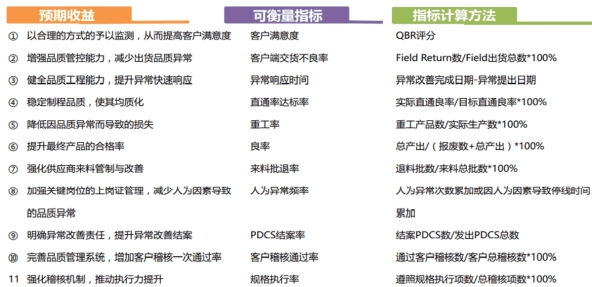
案例分享:汽车行业质量异常全球召回案例分析
第四讲:零缺陷质量管理
一、零缺陷质量管理概述
1.零缺陷质量管理的起源
2.零缺陷质量管理的定义
3.零缺陷重量管理的精髓理念
二、零缺陷质量管理的思想体系
1. 一个核心:第一次就把事情做对
2.两个基本点:有用的和可信赖的
3.三个需求:
1)客户的需求
2)供应商的需求
3)员工的需求
案例分享:如何进行工作教导,保障员工作业质量,一次就把事情做对实例分析
4.四个基本原则
5.五个解决问题的步骤
6.六个变革管理的阶段
7.七个过程管理模块
案例分享:DFX可制造性,质量是设计制造出来的,如何解决产线螺钉混料实例分析
三、零缺陷质量管理活动
1.ISO八项质量管理原则
2.PDCA戴明循环
1)P计划
2)D执行
3)C检查
4)处理
案例分享:运营PDCA戴明循环进行产品质量提升改善实例分析
3.零缺陷内部改善的十大工具
1)量产性评价
2)作业指导书
3)过程控制
4)检查管理
5)长期在库品管理
6)4M变更 ……
案例分享:ISO精神:写我所做,做我所写吗,国际知名公司《作业指导书》实例分析
第五讲:质量改善
一、工厂运营管理概述
1. 认识工厂运营管理
1)工管系统
2)生管系统
3)品管系统
4)经管系统
案例分析:品质内建,产线实施安灯系统,导入“自働化”提升生产良率案例分享
2.运营管理中的两大问题
1)系统流程问题
2)组织人才问题
案例分享:生产运营异常改善,为什么得不到持续的维持,反复出现真因实例分析
3.品质异常是运营管理中发生最为突出
1)来料异常
2)工程品质异常
3)生产作业异常
4)出货异常
5)客诉
案例分析:热溶胶液改善为热压胶片提升品质良率案例分享
4.运营管理的核心机制
5.系统流程管理对工厂运营管理的重要性
案例分析:合理化异常处理流程机制,产线品质异常PDCS表单应用案例分享
二、品质改善活动推行
1.品质管理工具的有效运用
1)QCC圈全员品质改善活动及案例分析
2)PDCS制程异常联络单闭环解决品质异常方案及案例分析
3)生产线品质异常5why工具分析应用及案例分析
4)客诉品质问题8D改善工具运用及案例分析
案例分享:某企业开展QCC圈,有效改善提升产品生产质量实例分析
2.制程控制与异常处理
1)来料检查控制
2)开线首件检查
3)过程异常处理
4)出货检查管理
5)售后客服服务
案例分析:如何规范首件检查,PQC首件检查正确的过程方法案例分享
培训结束:互动交流

 崔军
崔军