

课程背景:
预测问题、发现问题、分析问题、解决问题的能力是衡量基层主管能力的重要标志!
无论你是一般员工还是管理者,无论你在企业中担任什么职务,问题分析与解决的能力都是立足于职场的核心技能之一,据近期麦肯锡调查结果显示,问题分析与解决的能力均位列十大技能榜的前两位。由此可见,问题分析与解决的能力在我们的日常工作中非常重要,
但在现实中却往往存在以下现象:
很随意:凭经验、直觉和个人魄力解决问题,能解决就解决,解决不了从头再来。
很模糊:对问题不会进行有效分析,需要通过大量试错才能找到造成问题的根本原因。
很粗糙:制定的解决方案很粗糙,漏洞百出,缺乏系统性,在解决问题时到处补漏。
很后悔:做决定时,要么靠拍脑袋,要么随大流,造成损失后,只能用后悔来挽回补救。
很迷茫:明明是不复杂的问题但就是解决不了,抓就好,不抓就差,很迷茫。
本课程将目前最先进的问题分析与解决工具模型,同富士康、美的集团、中兴通讯等国际知名公司的实践经验应用,以及实操应用案例相结合进行讲解,分析通过老师多年的打磨,把问题的分析与解决能力升级为实操性很强的一门管理技术,通过掌握课程基本的思考方法,并在课堂上进行有效练习,就能让问题分析与解决的能力达到一定水准,再通过有效的实践练习,就能熟练的解决工作与生活中发生的各种问题。
课程目标:
授课风格:
适合性:结合企业实际场景,积极同学员互动,进行答疑解惑
实用性:有标准,有方法,有工具,有表单,有实例,随拿随用
创新性:对班组管理现状进行深入探讨,开创新思维,学习管理工具,创造新效益
实效性:课程介绍的管理工具、方法论均来自知名企业的成熟案例提炼,经验成熟
课程时间:2天,6小时/天
课程对象:中基层管理者:厂长、经理、车间主任、班组长等管理者及工程技术人员
授课方式:课程讲授70%,案例分析及小组研讨30%
课程大纲
第一讲 追本溯源:全面认知“问题分析与解决”
一、问题概述
1.什么是问题
1)问题的定义
2)问题的分类
3)问题的类型
4)端正对待问题的态度
现场讨论:什么是问题?你们工作中的问题什么类型?
2. 正确描述问题的习惯
二、认识“问题分析与解决”
1.什么是问题分析
2.建立问题意识
3.什么是问题解决
现场讨论:常见的问题解决思路有几种,你们工作中如何解决?
4.如何寻找问题的根源?
5.分析、解决问题的思路:
1)5W2H
2)头脑风暴法
3)PDCA 循环
4)三不法
5)5Why法
6)因果分析法
现场讨论:为什么说解决问题的能力,是衡量基层管理人员与工程技术人员的重要标志
第二讲 界定问题:让问题原形毕现
一、明辨是非,问题环境影响
1. 问题的负面性
2.问题的产生源
3. 问题的范围
4.问题的危害
现场讨论:如何洞察实施,让子弹飞一会儿,让问题无处可逃
二、从容淡定,理性面对问题
1. 理智对问题解决的核心作用
2. 大禹的问题反馈之道
3.面对问题的三层境界
三、问题剖析,让问题脉络清晰
1. 会潜水的问题
2. 问题剖析三要素
3. 问题的三大类型
4. 剖析问题的方法
四、精准锁定,让问题浮出水面
1.问题三要素
2.问题显现五步法
实操训练:使用五步法,找到现场教室存在的问题
第三讲 分析原因:事出有因全面彻查
一、逻辑推理,做到有根有据有理
1. 原因分析的核心定理
2. 线性思维与设计性逻辑思维
3.逻辑推理四阶段法
实操训练:运用逻辑推理四阶段法,提炼出思想疏通的实用方法
二、信息收集,做到事实清晰明确
1. 信息收集的四大角度
2. 让信息自动解决问题
3. 现实信息收集法
三、问题分析,做到无疏漏无重复
1. 思维导图,分析拆解
2. 鱼骨图查原因
四、挖掘真因,做到精准正确重点突出
1. 柏拉图找重点
2.5Why分析找真因
实操训练:产线生产的产品有品质异常,使用鱼骨图进行全面分析找出真因
第四讲 制定举措:让方案可行落地高效
一、给出方法,让想法快速产生
1. 把建议升级为方法
2.找到方法的三大原理
3.管理工具介绍:头脑风暴法、80/20原则、ECRS原则
二、制定方案,让方案初步形成
1. 形成草案的思维路径
2.四象限矩阵法
三、问题改善,让方案更加落地
1. 用场景检验方案的可行性
2. 实施方案与问题对接改善
四、方案优化,让方案有效升级
1. 可行性方案—解决问题的火种
2. 可行性方案实施五大要素
课堂练习:精益变革立项改善立项书应用,现场演习
第五讲 果断决策:让决策合理合适高效
一、破除限制,用多维看清方案
1. 限制:复杂决策的绊脚石
2. 破除限制的四个方法
3. 破除限制核心公式
二、方案评估,用标准明确方案
1. 两难的选择
2. 方案评估的核心标准
3. 方案评估的三大方法
三、方案推敲,用实操验证方案
1. 做出不后悔的决定
2. 方案修剪法—让方案更符合实际
工具:5W1H法
实操训练:5W1H实操-掌握5W1H法的具体应用
第六讲 解决问题:让问题快速解决
一、积极心态,让问题解决充满动力
1. 解决问题常犯的三个错误
2.激发解决问题的热情
3. 问题解决标准模板
二、周密准备,让问题解决协调顺畅
1. 资源的持续积累
2.方法整合闭环七步法
3. 问题解决个人动员法
案例分享:PDCA戴明循环工具在产品异常分析改善问题处理中的有效运用
三、解决实施,让问题解决有效推进
1. 紧急重要矩阵—定出先后顺序
2. ECRS原则在过程中有效运用
四、难题破解,让问题解决突破阻力
1. TOC法:让激烈争执的难题也能解决
2. 平衡法:细水长流均衡发展
案例分析:使用山积表生产线平衡,提升平衡率,如何打破平衡再次提升
第七讲 实操应用:生产现场问题改善
一、生产现场面临的主要问题
1. 产能无法满足市场需求
2. 无法按时按量交货
3. 人员效率低下
4. 库存过高,积压资金
5. 质量无法满足客户要求
6. 生产成本过高
工具运用:用5W2H正确描述问题
二、工作改善可产生的效果
1. 减少生产周期时间
2. 减少库存
3. 提高生产效率
4. 减少产品市场缺陷
5. 降低废品率
6. 提升安全指数
7. 降低生产场地面积
三. 推行提案改善管理
1.认识改善
1)何谓改善
2)如何理解什么是改善
3)改善是为了谁?
2. 改善,首先要改变思维
1)改善的“三头主义”思想
2)20种不良情绪
3)10种良好行为
3.改善的基本意识
1) 成本:金钱、工作时间以及机器的使用上 花费最多的工作
2) 工作量:工作量最多的工作
3) 永续性:需要持续很久的工作
4) 人数:有很多员工从事的工作
5) 熟练度:把需要高熟练度的人担任的工作, 改由普通的作业人员来担任
6) 进度:未能按照预定进行而需要加班的工作
7) 工作质量:未能达到所要求质量基准的工作
8) 浪费:劳力、材料或时间浪费较多的工作
9) 危险性:发生很多灾害的工作,或者容易发生灾害的工作
10) 疲劳:肉体上或精神上很容易疲劳的工作
11) 环境:在灰尘、噪音、恶臭、气温等恶劣环境下的工作
4.全员提案改善管理制度
改善案例1:产品检测自动化输送管道系统构建实例介绍
改善案例2:总装线安灯系统上线案例分享
改善案例3:日本人运输鱼提高存活率案例分享及启发
第八讲 创新突破:精益变革立项改善
1.企业为什么要做增值改善
1)企业经营现状
2)企业面临的困难
3)解决困难的有效对策
2.学习标杆企业精益改善文化
1)富士康精益改善文化:FPS简介
2)美的集团精益改善文化:MBS简介
二、开展精益变革
1.对标精益标准化体系30条找差
2.应用精益变革改善工具分析
3.工厂精益变革改善:第一阶段标志
1)按节拍生产
2)无间断流动生产
3)拉动式作业
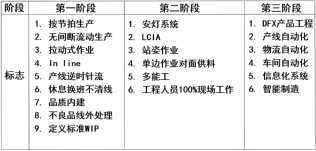
4)In line
5)产线逆时针流
6)休息换班不清线
7)品质内建
9)定义标准WIP
4.工厂精益变革改善:第二阶段标志
5.工厂精益变革改善:第三阶段标志
7)智能制造
6.精益立项增值改善实现效果
7.增值改善活动程序步骤
1.积极进行精益改善立项:精益立项书
1)确定精益变革项目
2)明确精益改善目的
3)成立项目组织,明确项目经理及项目组成员
4)制定项目组成员工作职责
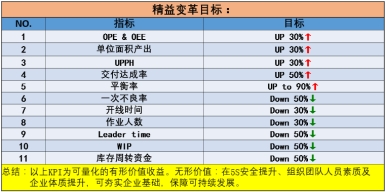
5)量化制定精益改善目标
6)制定项目推进进程计划书
2.成立推进室
1)推进实布局规划
2)项目组成员考勤规则
3)项目启动项目组誓师大会
3.改善实施制定改善计划
4.了解生产现状
1)现场调研
2)数据采集
3)数据分析
4)明确需改进的问题点
5:制定改善举措落地实施
6.优化现场布局规划,流线化生产
7.管控及验证
8.建立绩效发布会议及激励机制
9.标准化,做透样板,横向推广
10.持续改善,迭代升级
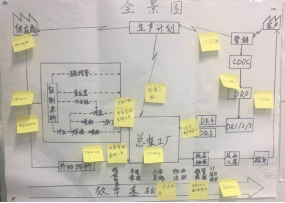
案例分享:精益立项变革改善,生产全流程分析实现绩效大突破,实操案例分享
培训结束:现场互动交流

 崔军
崔军