

课程背景:
企业经营管理,核心需要双手齐抓两个问题:
现状问题:提质、增效、降本、减库,向管理要效益,解决现状问题,赚当前的钱。
发展问题:战略规划、精益运营、做强做大,做时代企业,解决发展问题,赚未来的钱。
人才是第一资源,创新是第一动力!无论是现状问题,还是发展问题,关键是团队人才梯队的建设!人是生产力中最为活跃的因素,企业经营所有的问题都是由人产生的,团队人才梯队的建设,对经营管理尤为重要,将严重影响企业运营的经济效益。
据权威数据统计,在较多生产制造业型企业中,工厂整体人力生产效率(OPE)不足50%,工厂整体设备生产效率(OEE)不足55%,库存周转天数45天或以上,生产周期时长(L.T)20天或以上,制造费用占营收比率高达20%,企业经营处于微利或亏损边际。生产运营指标如此差强人意,制造竞争实力低下,向管理要效益势在必行,公司做好战略规划,制定好KPI体系管理规划,对提升运营效益意义重大。
制造业是重资产企业,企业经营管理尤为重要,规范KPI绩效考核体系建设,推行目标管理是企业经营效益提升的有力保障。国际标杆企业华为的战略规划BLM、富士康的三个30%、海尔的5个减半、美的集团的T+3等方面都可以有效落地到目标管理。
本课程通过结合企业文化建设、战略规划、战略解码、战略执行、预算管理、经营管理、KPI绩效考核体系规划、目标管理等知识讲解,结合实际工作场景,进行实例分析、现场互动等方式进行教学,开拓管理者视野,解决管理者疑惑,帮扶企业进行人才梯队建设,达到提升生产经营绩效。
课程目标:
● 建设企业文化,推进企业发展;开展战略规划,首重战略解码
● 规范预算管理,推行KPI管理;提升经营管理,落地绩效考核
● 明确经营本质,提倡精益管理;提升经营绩效,推行目标管理
● 掌控生产实际,提升过程管控;直击问题痛点,给出解决方法
● 明晰管理本质,学习管理工具;树立改善意识,提升经营绩效
● 团队人才育成,提升生产效率,降低制造成本,提高制造实力
授课风格:
实用性:有标准,有方法,有工具,有表单,有实例,随拿随用
创新性:对管理现状进行深入探讨,开创新思维,学习新工具,实现现状突破
实效性:课程介绍的管理工具、方法论均来自标杆企业的成熟经验提炼,应用高实效性
课程时间:2天,6小时/天
课程对象:厂长、经理、总监、副总、总经理
授课方式:课程讲授70%,案例分析及小组研讨30%
课程大纲
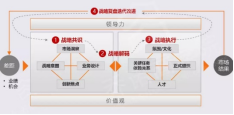
第一讲 审时度势:战略规划
一、战略概述
1. 何谓战略
2.战略的三个关键点
1)定位
2)取舍
3)配称
3.战略的5P视角
1)计划(Plan):目标、资源、时间、阶段、产业、技术、组织、人才等。
2)定位(Position):市场定位、消费者定位、价格定位、产品定位等。
3)观念(Perspective):企业战略、业务战略、能力战略等。
4)模式(Pattern):创业期(0-1)、成长期、稳定期、第二次创业、转型期。
5)计谋(Ploy):规模化、成本化、聚焦化 。
4.战略的特点
5.战略分析的工具
1)波特五力分析模型——消费者、竞争者、经销商、供应商、同行
2)SWOT分析
3)PEST分析法
4)SCP分析模型
5)波士顿矩阵
6)许正轻战略六步法
7)BLM
案例分享:国际知名公司每年战略启动会时间?流程?模式
二、管理的三大形态
1.战略管理
2. 运营管理
3. 项目管理
三、战略执行
1.关键任务相互依赖关系
2.组织目标规划
3.年度预算管理
4.KPI绩效考核体系规划
5.经营绩效管理
6.绩效考核
案例分享:事业部总经理年度KPI绩效考核体系模板分析
第二讲 业绩为王:经营管理
一、经营管理概述
1. 经营管理管什么
1)取得资源
2)分配资源
3)运用资源
4)评估资源
2.什么是资源:包括但不限于时间、人才、技术、资金、土地、厂房、设备、政治、矿产
3.企业生产与发展的关键是资源交换竞争能力
1)客户
2)股东
3)供应商
4)员工
二、经管理念
1.管理创新
2.杜绝浪费
3.现场管理
4.预警管理
5.量化管理
6.闭环管理
三、组织职能
1.经管组织分工
2.经管的基本技能
3.经管的职责定位
4.经管人员职系
5)经营管理
第三讲 资源效益最大化:精益成本管理
一、精益成本管理
1. 精益成本管理思维方式

1)成本归零心法
2)塑造成本归零价值观
3)打造成本归零方法论
A.成本归零-换思维
B.成本归零-建体系
C.成本归零-变机制
D.成本归零-改习惯
2.精益成本管理方法论
1)弹性成本
2)成本仪表
3)成本钦差
4)组织瘦身
5)资源挖掘
二、精益经营管理职能
1.保战略:凭借预算成为战略翻译官
2.够专业:打铁还需自身硬
3.懂业务:财务业务一体化
4.能赚钱:低调务实创利润
三、卓越精益经营管理蓝图
1.资源规划
2.经营者主要责任
3.五权分立
4.赢得策略
5.核心经营绩效考核指标
第四讲 目标管理:KPI绩效考核体系
一、KPI绩效考核目标管理设计:战略规划
1.企业文化概述
1)使命
2)愿景
3)价值观
2.战略复盘
3.战略举措
4.战略规划预算
5.战略承接KPI目标绩效考核体系建立
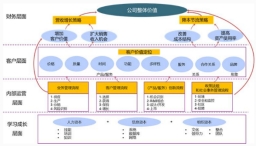
二、KPI绩效考核目标管理方法:平衡积分卡
1.财务指标
2.客户指标
3.内部自我评价
4.学习与发展
三、KPI指标体系设计原则
1.与公司发展战略相结合
2.突出重点----放在关键业绩指标上
3.与公司业务的管理模式相结合
4.与信息化系统的有机结合
5.简易性原则
四、企业经营管理重要KPI绩效考核指标明细
1.营收
2.利润
3.人均产值
4.管理费用
5.库存周转率
6.产品交付良率
7.交货达成率
8.新产品开发周期
9.生产L.T时长
10.采购降本率
11.制造费用降低率
12.整体生产效率提升率(OPE/OEE)
案例分享:国际标杆公司事业部总经理KPI绩效考核指标介绍
五、目标管理控制方法
1.SMART管理原则介绍
2.组织或个人KPI绩效考核目标签订
3.制定企业月度经营管理会议机制
4.重要经营管理项目目标立项管理
1)目的
2)目标
3)组织及人员职责
4)实施举措及时间计划
5)沟通及管理机制
4.标准化KPI绩效考核目标管理机制
1)KPI定义
2)KPI目标量化制定
3)KPI计算公式制定
4)KPI达成度评分机制
5)KPI考核数据来源
6)KPI走势图分析
7)KPI达成改善举措制定
案例分享:库存呆滞物料变现率处理实例分析
第五讲 回归基本面:工厂整体生产效率提升
一、生产效率概述
1. 生产效率定义
2. 生产效率及相关指标的换算
1.OPE(OEE)=产出工时/可用工时
2.产出工时=产出良品数x单件产品标准时间
3.可用工时=可用时间x可用人数
4.平衡率=单位标准时间/(瓶颈时间x人数)
5.操作效率=产出良品数/设定产能
6.稼动率=投入工时/可用工时
7.设定产能=(3600/瓶颈时间)x投入时间
8.产出指标=UPH=(3600/瓶颈)x设定效率
9.总损失工时=可用工时-产出工时=平衡损失+操作损失+稼动损失
10.平衡损失=(瓶颈x人数-单位标准工时)x设定产能
11.操作损失=总损失工时-平衡损失-稼动损失
12.稼动损失=未稼动时间x人数。
13.投入时间=可用时间-未稼动时间
14.未移动时间=标准换线时间+未开线时间
15.投入工时=投入时间x投入人数
3. 工厂两大重要生产效率
1)OPE:工厂整体人员生产效率
2)OEE:工厂整体设备生产效率
二、OPE概述
1. OPE解读:
1)OPE定义:在特定的时间内,完成产品产出数之有效工时与实际投入人力总工时之比,即整体工厂效率.
2)有效工时:在特定的时间内,完成合格品产出投入人力的生产工时。
3)人力投入总工时:为完成产品产出,安排出勤人员总人数投资工作的总时长,
2. OPE时间架构
1)停线损失:稼动效率
2)效率损失:作业效率
3)不良损失:良率
3. OPE的计算:

案例分析:车间整体生产效率(OPE)计算
三、OEE概述
1. OEE解读:
1)OEE定义: OEE是指设备在特定的设定时间内,通过完成产品出数的有效时间,与设备历时时间(设备投入总时间)之比,即整体设备效率
2)有效时间:在特定的时间内,设备完成合格产品产出投入的工作时长时间。
3)设备投入总时间:为完成产品产出,设计计划排产总时长时间。
3.稼动时间的设定
1)以设备为主的制程:设备投入总工时设定标准,周总工时 ﹕7天*24小时*设备数
2)以人为主的制程:设备投入总工时设定标准,周总工时﹕6天*10小时*设备数
3)特制程(人机结合):设备投入总工时设定标准,周总工时﹕6天*16小时*设备数
4. OEE时间架构
1)计划停机损失:给出必要的设备维护保养、异常维修、工程调试等相关计划排单扣除时间
2)非计划停机损失:时间稼动率
3)速度损失:性能稼动率
4)不良损失:良率
5. OEE的计算:

6. OEE演算

案例分析:OEE 计算
7.世界级OEE标准
案例分析:现场结合学员生产现场实际互动,脑力激荡,实例分析如何提升设备OEE?
第六讲 管理出效益:卓越运营管理模式
一、工厂管理概述
1.工厂管理大类划分
1)战略管理
2)运营管理
3)项目管理
案例分享:运营管理及项目管理支撑战略管理实例分析
2.运营管理与项目管理的主要区别

二、工厂运营管理概述
1. 认识工厂运营管理
1)工管系统
2)生管系统
3)品管系统
4)经管系统
5)管理者的困惑
2. 运营管理中的两大问题
1)系统流程问题
2)组织人才问题
3. 运营管理的核心机制
1)完善组织架构
2)理清工作职责
3)找对人放对位
4)制度流程建设
5)IT信息化固化
案例分析:10万人的新工厂如何在一个月内全面启动生产实例分析
三、项目管理概述
1.项目的定义及特性
2.项目成功的衡量指标
1)质量
2)成本
3)时间
3.项目管理影响因素
1)领导对项目的重视程度
2)组织结构
3)项目管理者的授权(人力、金钱……)
4)责、权、利的平衡
5)策略规划
6)实施与控制
7)工作绩效的评估
4.项目立项管理六要素
1)目的
2)目标
3)组织及职责
4)计划及实施
5)沟通互动制度
6)项目管理及评估考核机制
5.项目管理流程
1)启动:制定项目章程并确定初步范围
2)计划:制定项目管理计划
3)执行:制导和管理项目的执行活动
4)监控:监控项目执行并进行整体变更控制
5)收尾:项目收尾和结束
第七讲 持续改善:提升企业竞争力
一、全员提案改善制度
1.全员IE理念介绍
1)IE定义
2)IE起源
3)基础IE的研究范畴
4)基础IE在工厂应用场景
2. 认识IE改善
1)何谓改善
2)如何理解什么是改善
3)改善是为了谁?
3. 改善,首先要改变思维
1)改善的“三头主义”思想
2)20种不良情绪
3)10种良好行为
4.IE改善的基本意识
5.哪些工作需要改善
游戏活动:通过游戏活动,我们得到的启发是什么?
模板分享:国际标杆企业推行《全员提案改善管理制度》模板介绍
改善案例1:日本人运输鱼故事
改善案例2:产品检测自动化输送管道系统构建实例介绍
改善案例3:总装线安灯系统
二、向国际标杆企业学习精益立项改善
1.企业为什么要做精益立项改善
2.精益立项改善实施大计划
3.精益立项改善如何落地切入
4.精益立项改善实施绩效目标

5.精益立项改善类别分析
1)DFX可制造性
2)作业可自动化
3)自働化
4)新模式创新
5)作业改善
6)品质改善
7)物流配送改善
8)物流自动化
9)快速换线
10)布局改善
11)四新技术
12)管理及生产模式创新
6.工厂精益立项改善如何有效落地
思考题:九点四线连接解答思考与启发
案例分享:全流程精益立项改善落地实例介绍
培训结束:现场互动交流

 崔军
崔军