

课程背景:
刘老师带领团队走过了近上百家工厂及企事业单位,发现企业现场管理者大多数处在三忙状态:工作忙、计划盲、目标茫,如何做好现场管理任务落实,并形成标准规范的模式,都是广大管理者急待解决的核心难题。我们研究发现,多数企业的班组长管理基础薄弱,内部调整或技术部门优秀同事调入管理岗位,让优秀的技术能手,转变成管理精英,这中间有一段重要的思维与职能的变化。一线管理者是直接达成生产目标任务的人、机、料、法、环、测等要素的计划、准备、协调安排工作直接管理员,如何帮助这个团队提升,为企业的最终目标达成提升最高的支持,是广大中高层管理者要极度重视的问题。
当丰田成为全球企业学习的标杆时,全球的媒体、管理学者、经济学家蜂拥而至,去全面研究丰田生产方式。有学者问起丰田老人:“谁是丰田的第一管理者?” 丰田老人毫不犹豫地回答:“丰田的班组长”。是啊,是班组长这样的生产现场基层干部时时在生产现场、在终端、时时盯着员工、时时控制着产品质量、生产成本、生产进度、生产安全······
如果生产基层干部不负责任、如果生产现场基层干部思维方式错了、如果生产现场基层干部不会管理,那么,消费者、竞争对手、媒体一刻都不会停止对你的攻击,员工一天都不会停止抱怨。
本课程提供的不仅仅是心态方面对个人的要求,更是对企业系统层面提出可行的管理控制模式,打造企业控制力和凝聚力。刘超老师课程内容已经在数十家企业的管理咨询实践中得到验证,效果显著!
课程收益:
课程特色:
课程时间:3天,6小时/天
课程方式:讲师讲授+案例分析+视频互动+情景模拟+实操演练
课程对象:企业中基层管理人员(车间主任、班组长、品质管理、统计人员、储备干部等管理人员)
课程大纲
第一讲、角色认知——我是谁
故事:不开门的丈夫
互动讨论:我是谁?我是做什么的?我该怎样做好?
1. 领导组织者
2. 主动管理者
3. 激励支持者
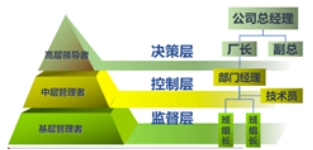
二、 组织的三层管理人员
1. 高层领导者
2. 中层管理者
3. 基层管理者案例:苦恼的小李
三、干部的9大职责1. 生产任务
2. 组织管理
3. 人员管理
4. 现场管理
5. 成本控制
6. 生产管理
7. 质量管理
8. 团队建设
9. 员工培训
四、管理干部管“人”3大任务
互动:认识了管理干部日常工作中的角色,那么管理干部到底要做什么呢?
第二讲、职责定位——我要做什么

一、班组长管理的3大核心要素
1. 目标
2. 人员
3. 成果
班组长的定位:承上启下
二、管理干部的4种特性
1. 结构“小”

2. 管理“细”
3. 任务“全”
4. 工作“实”
三、班组长在工作中应具备的4项基本能力
1. 个人能力
2. 工作能力
3. 改善能力
4. 学习能力
四、班组长必备的4项管理工具
1. 目标管理
1)目标设定
2)目标分解
3)目标控制
4)结果总结故事:野鸭与苍蝇
2. 计划管理
1)目标
2)措施
3)策略3. 时间管理讨论:管理反思
4. 绩效管理五、管理干部的5大使命
1. 按时完成生产任务2. 提高生产效率3. 降低生产成本4. 稳定产品质量5. 确保生产安全讨论:身为管理干部的我们需要通过哪些工作职能来保证上述使命的达成?
六、管理干部一天
1. 明确的3件事
1)应该管什么
2)应该怎么管
3)已做到什么程度工具:《工作计划进度表》
管理三要素:标准、责任、制约案例:三个和尚为什么没水喝?
2. 控制的4件事
1. 员工应该做的事情
2. 员工正在做的事情
3. 员工应该做的进度和结果
4. 员工应该做的与正在做的之差距表单工具:《生产任务单》、《生产过程变动记录表》、《生产进度管制表》
方法论:PDCA循环改进七、管理干部一天要做好的5件事 第一件事:早会
1)流程11步:队列→问候→口号→安全确认→昨日情况→今日安排→重要事项→事迹分享→公司信息→协调事项→解散讨论:管理干部为什么要比员工早到?
讨论:我们的早会是怎么开的?流程有哪些步骤?
案例视频(早会):南车时代电气制造中心早会
早会表单工具:《主持与分享轮值表》、《早会员工分享》、《班前会记录表》
2)早会的7个作用
目的:抑恶扬善
第二件事:生产协调会(七个内容)
目的:打造持续改进的生产模式
1)时间
2)地点
3)参加人员
4)会议流程
5)汇报内容
6)不达成的改进措施
7)责任承担
表单工具:《生产协调会一套表》
第三件事:生产确认与进度控制
1)生产确认的5个方面:人、机器、物料、方法、环境
2)生产进度控制4步法
讨论:每天生产前我们要确认什么?控制什么进度?
第四件事:4M1E变化与产品换型
案例分析:现场4M1E变化演练讨论:生产方面会有哪些变化?发生变化怎么办?
案例视频:F1换轮胎典型时间 ?
第五件事:工作交班与日清
1)交班的5种不良事件
2)交班的6个内容和10个清楚

3)交班“5不准”与接班“5不接”
4)交接班内容
5)交班3原则
6)班前4检查、班后4清扫
讨论:为什么要交接班?我们是怎样交接班的?
案例:中央及各机关单位工作交接
八、管理干部的问题分析与解决能力?

管理工具:管理干部PDCA 8个步骤
九、管理干部提高执行力的方法?
1)执行不力的10大原因及解决措施
案例:毛泽东与林彪对执行力的阐述
第三讲、技能提升——我怎么做好一、管理干部的“三五八”要求1. 必备的3类知识2. 成为模范的5种品德
3. 完成任务的8项技能
二、五会班组长
1. 会说(工作任务安排及信息传递)讨论:沟通漏斗原理
案例:张太太老公生了10个金蛋的启示
2. 会写
方法:5W2H
表单与工具:《工作计划表》
3.会做
演练:写出本岗位的基本技能
4. 会教:工作教导四步法
1)我说给你听
2)我做给你看
3)你说给我听
4)你做给我看演练:教导四步法
5. 会激:激励的2种类型
1. 物质激励
2. 精神激励
演练:如何给与下属精神激励
第四讲、自主管理——效益最大化自主管理:通过日常的人机料法环的管理方式,使员工可以直接参与生产的管理并能解决简单的问题
一、自主管理达到的“四自”效果
1. 自己的区域自己清扫
2. 自己的设备自己管理
3. 自己的事情自己行动
4. 自己的责任自自己负责
二、自主管理使员工拥有4项基本能力
1. 发现异常的能力
2. 处理异常的能力
3. 制定标准的能力
4. 维持管理的能力
三、生产过程检验控制—“三检制”
1. 员工自主检验
2. 质量巡回检验
3. 员工之间互检作用:不接受不良、不制造不良、不流出不良
四、生产过程作业依据—“三按”
1. 技术部:编制工艺、绘制图纸、制定标准
2. 作业员:按工艺、按图纸、按标准操作3. 检验员:按工艺、按图纸、按标准检验
五、 供应链的自主控制—“三控”
1. 进料的自主控制
2. 过程的自主控制
3. 终端的自主控制修理作业:修理作业是指对不良品实施的纠正措施(查找原因、分析对策)
第五讲、标杆学习—华为干部管理体系搭建
一、华为干部管理“三环节”
1. 资源池管理
2. 任用管理
3. 在岗管理
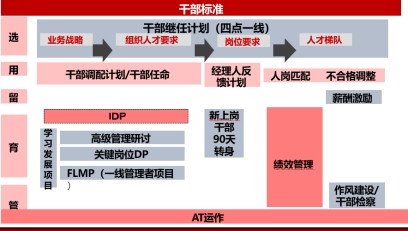
二、华为干部五项管理标准
1. 选
2. 用
3. 留
4. 育
5. 管
三、华为干部选拔4套件
1. 核心价值观标准:核心价值观是基础
2. 品德与作风标准:品德与作风是底线
3. 绩效标准: 绩效是必要条件和分水岭
4. 能力标准:能量是关键成功要素,经验是对能力的验证
四、华为任用干部的基本原则
1. 基于业务发展规划,保证作战队伍组织建设
2. 优质资源向优质客户倾斜,保证强有力的团队
3. 根据组织定位和干部优势,合理配备干部
4. 不虚位以待,先立后破,小步快跑5. 不同职位制定不同的选拔标准
6. 均衡配备干部,找出差距,改进短板
五、华为干部三方面的关键“转身
1. 一个更高、更广、更深的战略制定和推动者
2. 一个更有效的人才与团队的领导者
3. 一个对客户更有价值的合作伙伴
六、华为干部发展中的“7-2-1”模型
1. 7 0 % 的能力通过工作实践中得来
2. 2 0 % 的能力通过辅导反馈得来
3. 1 0 % 的能力通过课堂培训得来
七、华为干部的评价与激励措施
1. 绩效目标
2. 绩效辅导
3. 结果反馈
4. 绩效考核
八、华为干部监察机制
1. 自我约束和制度约束两手抓
2. 以公司核心价值观为基础建工作作风
3. 以道德遵从规范为标准树生活作风

 刘超
刘超